
| STEEL INDUSTRY | ALUMINUM INDUSTRY | ASSET MANAGEMENT | PRODUCT COATING | CERAMICS INDUSTRY | CONCRETE INDUSTRY |
Steel Industry
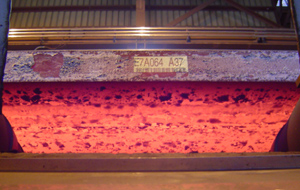
Case Study: Direct application on hot steel slab using robotic labeler system
| Object | Steel Slab |
|---|---|
| Application Temperature | 750℃ |
| Products | HP-700T |

Case Study: Direct application on hot steel coil using robotic labeler system
| Object | Steel Coil |
|---|---|
| Application Temperature | 550℃ |
| Products | HP-600 |

Case Study: Direct application on hot steel billet using robotic labeler system
| Object | Steel Billet |
|---|---|
| Application Temperature | 750℃ |
| Products | HP-700T |

Case Study: Identification through pre-treatment and annealing of steel wire coils and bars
| Object | Steel Wire |
|---|---|
| Condition | Pickling ( H2SO4, HCl ) Annealing ( 800℃ x 10hours ) |
| Products | HP-M83 |

Case Study: Management of forged products through heat treatments using HEATPROOF tags
| Object | Forged steel |
|---|---|
| Condition | Hot nailing at 800℃ Annealing ( 1100℃ x 18 hours ) |
| Products | HP-L90 |
Aluminum Industry
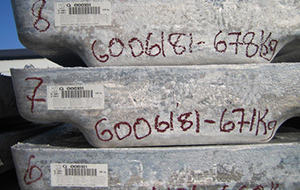
Case Study: Direct application on hot sow using robotic labeler system
| Object | Aluminum Sow |
|---|---|
| Application Temperature | 550℃ |
| Products | HP-600 |

Case Study: Management of aluminum products in the homogenizing process
| Object | Aluminum Billet |
|---|---|
| Application Temperature | r.t~400℃ |
| Annealing Temperature | 550℃ |
| Products | HP-350N, 380N+, 360 |

Case Study: Heat Treatment process management for aluminum parts
| Object | Jigs for heat treatment process |
|---|---|
| Annealing | (500℃ x several hours ) x cycles |
| Products | HP-T42, HP-CBR Tag |
Asset Management

Case Study: Management of automotive parts through heat treatment processes
| Object | Jigs for heat treatment |
|---|---|
| Heating condition | (250℃ x several hours x cycles |
| Products | HP-T42, HP-CBR Tag |

Case Study: Management of injection casting mold
| Object | Injection Casting Mold |
|---|---|
| Heating condition | (200-400℃ x several hours ) x cycles |
| Products | HP-120S, HP-150N, HP-350N, HP-CBR CX2 |
Product Coating

Case Study: Coating process management
| Object | Machine tools, automotive parts |
|---|---|
| Condition | treatment such as cleansing,pickling or baking after coating ( 250℃ x 30min ) |
| Products | HP-PC10, HP-T40 |
Ceramics Industry

Case Study: Management of ceramic products high-temp applications
| Object | Jigs ( Alumina, Glass, Carbon ) |
|---|---|
| Heating condition | 1000℃ x over 10hours |
| Products | HP-CBR CX2, HP-CBR HB |

Case Study: Heat treatment management for laboratory equipment
| Object | Crucible |
|---|---|
| Heating condition | 1000℃ x several hours |
| Products | HP-CBR CX2, HP-CBR HB |
Concrete Industry

Case Study: Autoclave management for concrete building materials
| Object | Cement pipe or blocks |
|---|---|
| Condition | Autoclave process 10atm 180-200℃ x over10 hours |
| Products | HP-120SH4 |

